Die Medien in Rührwerksbehältern werden nicht nur gerührt, sondern auch erhitzt oder abgekühlt – das hängt vom jeweiligen Inhalt ab. So werden beispielsweise bei der Wachsherstellung verschiedene Medien bei unterschiedlichen Temperaturen in Rührwerksbehältern weiterverarbeitet. In der Pharmaindustrie kühlen die Mäntel den Inhalt in den Rührwerksbehältern sogar auf bis zu minus 80 Grad Celsius ab.
Rührwerksbehälter: viele Meter Schweißnaht
Das Erhitzen oder Abkühlen in den Rührwerksbehältern erfolgt mittels einer Halbrohrschlange. Sie wird üblicherweise spiralförmig auf die Behälterwand aufgeschweißt. Halbrohre sind längs geschnittene Rohre. Die Oberseite des Behälters ist dann gleichzeitig die Unterseite des Rohres. In ihm fließt die Kühl- oder Wärmeflüssigkeit und es findet ein direkter Wärmeaustausch zwischen der Flüssigkeit und dem Behälter statt. Damit ist die Wärmeanbindung optimal und die Wärme wird direkt über die Behälterwand zu- bzw. abgeführt.
Der Durchmesser eines solchen Rührwerksbehälter beträgt zwischen 80 Zentimetern und zweieinhalb Metern; die zugehörigen Schweißnahtlängen können knapp zehn Meter betragen oder sich sogar auf mehrere hundert Meter addieren.
Hohe Qualität der Schweißnähte gefordert
Die Anforderungen an diese Schweißnähte sind hoch. Die Industrienormen der Großchemie schreiben spezielle Nahtvorbereitungen für die Halbrohre sowie differenzierte Ausführungen vor. So müssen die Halbrohre von innen mit einer Fase zwischen 30° und 45° versehen sein und nach unten hin spitz zulaufen. Das Schweißen der Wurzellage erfolgt unter Schutzgasatmosphäre zum Formieren. Von innen bildet sich eine klar erkennbare, goldgelb schillernde Wurzel aus. Ob die Vorgaben erfüllt sind, wird abschließend endoskopisch überprüft.
Typisches Fügeverfahren für derartige Nähte ist das WIG-Schweißen für die Wurzellage und das MAG-Schweißen für die Decklage. Die veranschlagte Schweißzeit für einen Meter WIG-Schweißnaht für die Wurzellage liegt bei 20 bis 25 Minuten.
Drahtfördersystem tigSpeed erhöht die Produktivität beim WIG-Schweißen
Eine deutliche Steigerung in der Produktivität ergab sich für AST durch die Zusammenarbeit mit dem Schweißgerätehersteller EWM aus Mündersbach. Der zuständige Mitarbeiter, Rudolf Federrath von der Geschäftsstelle in Siegen, brachte den Schweißern ein Drahtvorschubgerät tigSpeed von EWM mit.
Beim MIG/MAG-Schweißen gehören Drahtfördersysteme prozessbedingt zum Standard. tigSpeed hingegen ist speziell für das WIG-Schweißen konzipiert und ausgelegt: Sowohl die Kaltdrahtförderung als auch das Arbeiten mit Heißdraht ist damit möglich. Der Zusatzwerkstoff wird dazu vorgewärmt, wodurch sich die Abschmelzleistung gegenüber dem manuellen WIG-Schweißen um bis zu 60 Prozent erhöht.
Das Besondere an tigSpeed ist die überlagerte Vorwärts- und Rückwärtsbewegung bei der Drahtförderung. Der Draht wird nicht nur kontinuierlich gefördert, wie es vom MIG/MAG-Schweißen bekannt ist, sondern es ist eine zusätzliche Bewegung überlagert. So ahmt der Drahtvorschub den manuellen Schweißprozess beim WIG-Schweißen nach, bei dem der Schweißer den Zusatzwerkstoff immer wieder aus dem Lichtbogen herauszieht.
Reduktion der Schweißzeit um bis zu 75%
Die Produktivitätssteigerung durch den Einsatz von tigSpeed ist enorm: Die durchschnittliche Schweißzeit für einen Meter Schweißnaht reduziert sich von 20 bis 25 Minuten auf 5 bis 6 Minuten. Das bedeutet bei kontinuierlichen Schweißnähten eine Einsparung von bis zu 75 Prozent bei der Wurzellage bezogen auf das konventionelle WIG-Schweißen mit manueller Zuführung des Zusatzwerkstoffes.
Dies liegt zum einen an der höheren Abschmelzleistung durch den Heißdraht und zum anderen an dem geringeren Handlingaufwand durch tigSpeed. Da der Zusatzwerkstoff von der Rolle kommt, entfällt die ständige Unterbrechung des Schweißprozesses durch den Wechsel des Schweißzusatzwerkstoffes. Zum anderen ist der Umgang mit dem Brenner sehr leicht. Neben Standard WIG-Kalt- bzw. Heißdrahtbrennern bietet EWM auch eine Variante, bei der der WIG-Brenner in eine MAG-Griffschale integriert ist. Für diese Ausführung, bei der sich das WIG-Schweißen wie MAG-Schweißen anfühlt und dementsprechend auch weitere Geschwindigkeitsvorteile erzielt werden können, hat sich auch AST entschieden. Durch die dem kontinuierlichen Drahtvorschub überlagerte Vorwärts- und Rückwärtsbewegung, kann der Schweißer das Schweißbad aber ebenso kontrollieren, wie es beim Schweißen mit manueller Zuführung des Zusatzwerkstoffes der Fall ist. Dabei muss er sich jedoch nicht um die Zuführung kümmern.
tigSpeed im Sonderanlagenbau
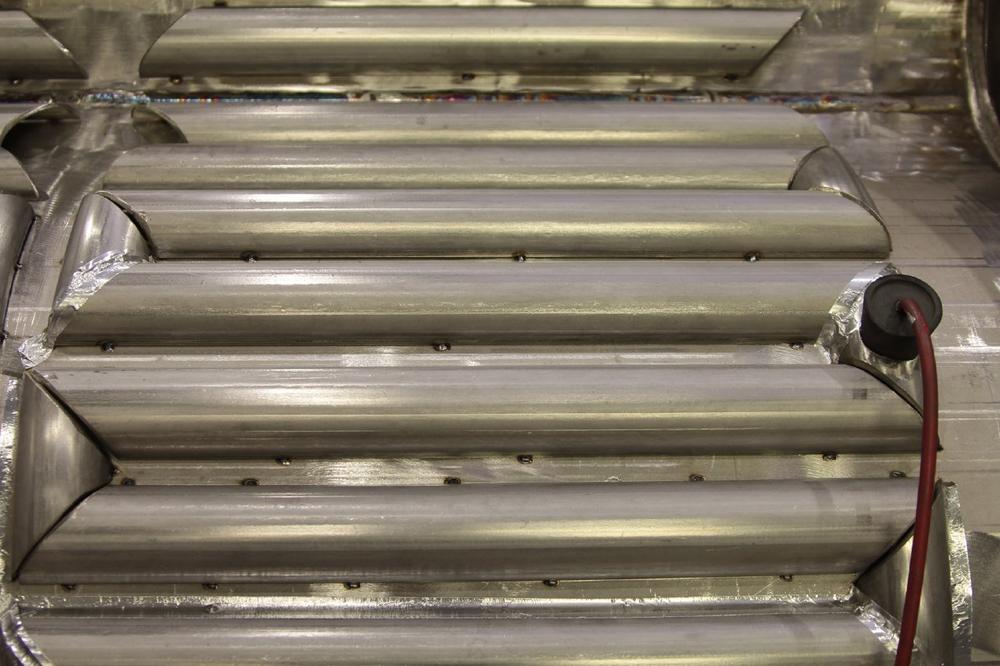
Die besondere Stärke von AST ist der Sonderanlagenbau. Bei Spezialrührwerken nach Kundenvorgabe kann der Rührwerksbehälter von der üblichen runden Form und der Spiralwicklung der Halbrohre abweichen. Ein Beispiel ist der Rührwerksbehälter mit einer annähernd vollflächigen Belegung des Behälters mit Kühlschlangen. Dafür wurden die Halbrohre auf Gehrung geschnitten und an den Ecken aneinander geschweißt. Der Abstand zwischen den Kühlschlangen ist auf ein Mindestmaß reduziert. So ergibt sich ein größtmöglicher Wärmeaustausch zwischen dem Medium und dem Behälter.
Halbierung der Schweißzeit bei der Wurzellage
Die Gesamtlänge der Schweißnaht addiert sich in diesem Fall auf 112 Meter. Das WIG-Heißdrahtschweißen wird dabei lediglich an den langen Geraden eingesetzt; an den Ecken wird konventionell WIG geschweißt mit manueller Zuführung des Zusatzwerkstoffs. Die gesamte Schweißnahtlänge wird damit etwa im Verhältnis 1:1 auf die beiden Verfahren aufgeteilt.
Obwohl nur die Hälfte der Schweißnahtlänge mit Heißdraht geschweißt wird, reduziert sich die Schweißzeit gegenüber dem WIG-Schweißen mit manueller Zuführung des Zusatzwerkstoffs um bis zu 40 Prozent. Und je höher der Anteil, der mit tigSpeed und Heißdraht geschweißt werden kann, desto höher die Schweißgeschwindigkeit und desto wirtschaftlicher das Verfahren.
„Besonders attraktiv ist beim WIG-Schweißen mit tigSpeed die Möglichkeit, die Schweißaufgabe weiter zu automatisieren“, sagt Joachim Jung, technischer Geschäftsführer bei AST. Derzeit kommt dieser Schritt für AST aber noch nicht infrage, denn der Schweißer selber muss den Schweißprozess beeinflussen können. Beispielsweise muss er Ungänzen ausgleichen, die durch das Heften der Halbrohre auf die Behälterwand entstehen können. Eine automatisiere Anlage kann das nicht.
„Der nächste Schritt wird die Einrichtung einer Stutzenschweißanlage auf der Grundlage von WIG-Heißdraht sein“, schaut Jung in die Zukunft. Denn Stutzen gibt es an jedem Rührwerksbehälter viele, die geschweißt werden müssen. Und auch hier kann WIG-Heißdrahtschweißen seine Stärke voll ausspielen.
Die EWM AG ist der größte deutsche Hersteller und weltweit einer der bedeutendsten Anbieter von Lichtbogen-Schweißtechnik. Dank zahlreicher hochinnovativer Entwicklungen und einem Komplettangebot an Produkten und Dienstleistungen gilt das Unternehmen als einer der wesentlichen Technologietreiber. Das Leitmotiv "We are Welding" ist der umfassende Anspruch und zusammen mit dem Grundsatz "BlueEvolution" die Basis für effiziente Lösungen. Die Kunden profitieren von energiereduzierten Schweißprozessen und damit einem deutlich niedrigeren Rohstoffeinsatz, verringerten Emissionen sowie insgesamt kürzeren Fertigungszeiten. Im Ergebnis sparen sie dadurch erhebliche Kosten ein und steigern so ihre Wettbewerbsfähigkeit. EWM bietet ein vollständiges Systemangebot. Dieses reicht von Schweißgeräten mit allen erforderlichen Komponenten über Schweißbrenner bis hin zu Schweißzusatzwerkstoffen und schweißtechnischem Zubehör für manuelle und automatisierte Anwendungen und umfasst auch die Innovations- und Technologieberatung "ewm maXsolution" sowie umfangreichen Service. Der Kunde hat damit einen einzigen Ansprechpartner, der die technologische Verantwortung für seinen gesamten Schweißprozess übernimmt. Rund 600 Mitarbeiter an zwölf deutschen und sieben internationalen Standorten und Werken sowie weltweit mehr als 400 Vertriebs- und Servicestützpunkte sorgen für eine flächendeckende Präsenz von EWM.
EWM AG
Dr.-Günter-Henle-Str. 8
56271 Mündersbach
Telefon: +49 (2680) 181-0
Telefax: +49 (2680) 181-244
http://www.ewm-group.com/
Pressekontakt
Telefon: +49 (2602) 95099-13
E-Mail: nih@additiv-pr.de



{kind=link}
{kind=link}
{kind=link}